2008/10/01 09:04
![]() http://blog.naver.com/wonyeong5/50035729027
http://blog.naver.com/wonyeong5/50035729027
용어 설명 
WPS : Welding Procedure Specification (용접절차 사양서)
PQR : Procedure Qualification Record (절차 인정 기록서)----- 절차를 인정하는 기록
WP : Works Procedure (품질 계획서)
ITP : I nspection and Test Plan (시험및 검사 계획서)
PC : Process Control (작업 공정관리)
TCW : Table of Certified Welder / or Welding Operation (유자격 용접사 표)
QP : Quality Plan (품질 계획서)
참고 : ASME SECT IX에서 규정은 PQR 이 WPS보다 상위 개념 임.
용접사 자격인정 검정(WQ)
용접자격인정은 용접법, 모재종류및 두께, 용접자세에 따라 구분확인 되어야하며 이에 관한 내용은
해당별 ASME CODE, AWS등 에 자세히 규정되어 있다.
가) 용접사(WELDER & WELDING OPERATOR) 검정 소개
용접 절차서 검정 못지 않게 중요한 사항이 용접사 검정에 관한 사항으로써 그 이유는 아무리
용접 절차서를 잘 만들었다고 하더라도 이를 잘 이해하고 실 용접시 적용하여 요구하는 품질의
용접을 해낼수 있는 능력이 용접사에게 요구되기 때문이다.
또한 제품의 품질 등급정도에는 무관하게 용접부 그 자체는 어떠한 경우에서 라도 규정이상의
결함 등 하자가 있어서는 안된다. 용접품질을 저하 시키는 요인에 있어서는 크게 용접설계,
자재선정,용접조건, 용접사의 기량 정도로 구분할 수 있는 데 이중 주어진 설계,
자재 및 조건하에서 얻고자 하는 최소한의 용접품질을 위해서는 적정 용접방법,자재,용가재 종류,
모재형태,두께 등의 변수에 맞게 기량이 갖추어져 있는 용접사를 선정하여 적소에 투입,
적용해야만 한다.
따라서 이러한 용접사를 선정하기 위한 방법으로 주어진 CODE,RULE,표준 규약 또는 법령 등에
따라 사전에 시행되는 행위가 바로 용접사 검정(Welder Qualification)이라고 한다.
어느 용접 CODE에서나 용접사 검정과 더불어 유능한 용접사를 확보하는 문제가 중요하므로
단순한 기능을 보유한 용접사가 아니라 용접절차서의 내용을 이해하고 적용할 수 있는 용접사를
확보하도록 신경을 써야 한다. ASME SECT. Ⅸ에서는 용접사가 어느 정도로 용접에 관한 지식을
보유하고 있으며 용접 절차서의 내용을 잘 이해할 수 있는지 TEST하는 사항이 별도로 규정되어
있지 않으나,
독일의 DIN 8563에서는 WELDING ENGINEER가 용접사의 지식 보유 정도를 TEST하게끔
규정되어 있다.
따라서 ASME SECT. Ⅸ을 적용하더라도 용접사 검정시에는 단순한 기량 측정뿐만 아니라
양호한 용접을 책임감 있게 수행해 낼수 있고 주어진 용접절차의 정보를 소화할 수 있는
용접사로써 지식과 자질을 판별하는 데에도 중점을 두어야 할 것이다.
나) 검정 자격
검정에 임하는 용접사는 용접의 기본 원리 및 검정하고자 하는 용접조건을 충분히 잘 숙지되어
있고, 또한 기본적인 기량이 잘 갖추어져 있어야 한다.
○ 용접사의 검정전 숙지되어야 할 요건
|
구 분 |
내 용 |
용접이론 |
u 용접의 기본원리 u 용접방법의 종류 및 이론 u 용접야금학적 일반 이론 |
|
절차 및 지시서 |
u 적용 WPS,도면,지시서 숙지 및 이행 u 각종 적용 DOCUMENT 관리 u 절차 및 지시서 이행 관련 장비 |
|
용접기 및 안전장구 |
u 용접 안전장구 관리 및 취급 u 용접기 사용방법 및 관리 u 각종 부품 관리 및 교체 방법 |
|
모재 및 용가재 |
u 적용 모재의 종류 및 특성 u 용가재의 종류 및 특성 u 적정 용가재 설정 및 관리방법 |
|
용접 조건 |
u 용접자세의 종류 및 자격범위 u 각종 용접 변수의 원리 및 적용 u 원리 및 방법 |
|
시험 및 자격 유지 |
u 용접 전/후 적용 각종 시험 종류 및 원리 u 인정된 자격에 대한 실 적용 범위 u 자격유지 방법 및 기간 |
다) 용접사 검정 준비
용접사 검정뿐만 아니라 실 용접에 있어서는 용접 행위 자체의 시간과 방법은 아주 간단하게
실행되어 진다.
그러나 이러한 용접실행 이전에 필수적으로 갖추어야 하는 준비 과정은몇배의 정성과 관심 및
시간이 따라야 비로소 용접의 시작과 계속/끝을 간단히 연결할 수 있다는 것은
누구나 잘 알고 있는 사실이다.
따라서 용접사의 검정전 준비 , 점검 및 관리 등에 대해 열거한다.
가) 검정 대상자
- 2항(검정자격)의 요건이 겸비된 용접사에 해당
- 용접사의 성명,주민등록번호(외국인의 경우는 외국인 등록번호) 확인
나) WPS
- 검정 또는 실 적용을 위한 WPS 현장 비치
- 검정 대상자에게 주지 교육 실시
다) 용접방법
- 적용 WPS 및 용접사에 따른 검정 용접방법 확인
- 용접방법에 따른 용접 TYPE (수동,반자동,자동 등)
라) 용접기
- 용접기 점검 및 교정상태 확인
- 각종 여유 부품 및 보조장비(GRINDING MACHINE,차폐가스 등) 준비
마) 안전 장구
- 각종 안전 및 보호장구 (헬멧,피장갑,안전화, 앞치마,각반 등) 착용확인
- 적정 공구 유지상태 확인 (와이어 브러쉬,치핑 햄머, 각장기, 뺀치,
온도 측정기, 전류 전압 측정기, 줄자,렌치 등)
바) 시편 (그림1, 2 ,3 & 표1,2)
- 시편의 적정 재질 및 두께와 실적용 범위
- 규정에 따른 시편 준비 (각도,크기,가접상태 등)
그림1 ) 용접사 검정을 위한 시편 (ASME & AWS)
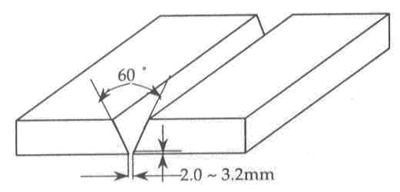
* ASME, PLATE 2 & 3G 시편 : MIN. (19.05t X 120Wx200L)
* AWS PLATE 3G 시편 : MIN. (19.05t X 120Wx200L)
ㅇ상기 시편은 PLATE-MANUAL 용접사 검정시 적용되는 가장 일반적이고 대표적인 시편 형상임
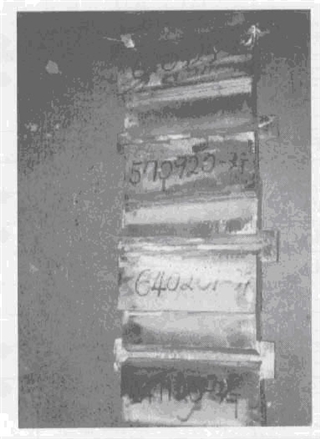
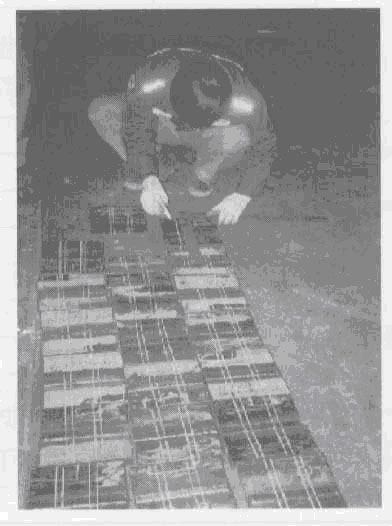
그림2) 검정용 시편 그림 3 ) 시편 규격 확인장면
표1 ) 두께에 따른 인증범위 표2) 시편 직경별 인증범위
|
이음형상 |
시편 두께 |
작업 범위 |
|
파이프 외경 |
작업 범위 |
|
홈 맞대기 |
3/8” 이하 |
2 x 시편두께 |
3/4” 이하 |
검정두께 이상 | |
|
홈 맞대기 |
3/8” ~3/4” |
2 x 시편두께 |
3/4” ~2” |
1” 이상 | |
|
홈 맞재기 |
3/4” 이상 |
모든시편 |
2” 이상 |
2~7/8” 이상 |
사) 용가재
-. 규정된 WPS에 따른 용접봉 또는 WIRE, FLUX 등
-. 관리상태 (BAKING 및 유지 등) 및 실 적용 범위
아) 용접자세 (표3)
-. 실 적용 용접과 검정시의 자세에 따른 범위
-. 용접 조건에 따른 검정 자세의 가능성 확인
표3 ) 용접사의 검정자세 및 적용범위 (ASME SECT.Ⅸ)
|
구분 |
검정자세 |
적용가능자세 | |||
|
홈용접 |
| ||||
|
판/관 외경 600mm이상 |
관 |
판및관 | |||
|
판 |
1G |
F |
F |
외경73mm 이상 |
F |
|
2G |
F,H |
F,H |
F,H | ||
|
3G |
F,V |
F |
F,H,V | ||
|
4G |
F,O |
F |
F,H,O | ||
|
3G+4G |
F,V,O |
F |
ALL | ||
|
2G+3G+4G |
ALL |
F,H |
ALL | ||
|
1F |
- |
- |
F |
관은 외경73mm 이상 | |
|
2F |
- |
- |
F,H | ||
|
3F |
- |
- |
F,H,V | ||
|
4F |
- |
- |
F,H,O | ||
|
3F+4F |
- |
- |
ALL | ||
|
관 |
1G |
F |
- |
F | |
|
2G |
F,H |
F |
F,H | ||
|
5G |
F,V,O |
F,H |
ALL | ||
|
6G |
ALL |
F,V,O |
ALL | ||
|
2G+5G |
ALL |
ALL |
ALL | ||
|
1F |
- |
ALL |
F | ||
|
2F |
- |
- |
F,H | ||
|
2FR |
- |
- |
F,H | ||
|
4F |
- |
- |
F,H,O | ||
|
5F |
- |
- |
ALL | ||
주) F : 아래보기자세 H: 수평자세 V: 수직자세 O: 위보기자세 ALL: 전자세
자) 용접조건
-. 적용 WPS에 따른 범위내 이행 숙지
-. 예.후열 등의 적용시 준비 상태
라) 검정 시행
비록 검정에 합격하여 자격이 갖추어졌다 할지라도 실 용접에 있어서는 검정시 시편 용접의 조건과는
다르므로 훌륭한 용접부를 만들기는 별도의 실무 경험을 충분히 갖추어야만 한다.
따라서 검정시에 보다 더 실 용접과 같은 조건하에서 용접사의 기량을 엄격히 평가하기 위해서는
용접사나 검정 감독자가 다음과 같은 요건들을 이행 하여야만 한다.
가) WPS등 지시서에 따라 수행 되어야 하며, 범위에 벗어난 조건에서 용접사 개인의 주
관적인 조건으로 용접을 해서는 안된다.
- 시편에는 용접전에 용접사의 ID 또는 No. 등을 표시하여야 한다.
- 시편은 반드시 시편대 위에 고정한 상태에서 행해야 하며, 용접이 완료될 때까지
이동 또는 분리하여서는 안된다.
나) 용접중 가능한 단일 PASS시 1번 이상 ARC를 끊고 난 뒤 재용접을 해야 한다.
(자동용접은 제외)
다) 용접이 시작된 후에는 용접부에 사상을 하여서는 안된다.
(단, 비철 용접시 CRATER 부위의 인정된 사상은 가능하다.)
라) 용접후 육안검사 기준은 다음과 같다.
- 용접부위는 크랙이 없어야 한다.
- 한면 용접에서 이면 BEAD는 균일하여야 하고 모재보다 낮아서는 안된다.
- 표면 BEAD 형상은 거친 물결 모양, 홈, 오버랩 및 갑작스런 융기나 오목진 곳이 없
어야 하며, 모든 크레이트는 용접부위의 단면에 충분히 채워져야 한다.
- 언터컷은 최대 0.8MM 깊이 이상은 허용되지 않는다.
- 여성고의 높이는 맞대기 용접시 양면 모두 2.4MM까지 허용되나, 적용 코드 및 두께
에 따라 다소 증감될 수 있다.
- 필렛 용접에서 파단면 기공은 4인치(102MM) 길이당 1개를 초과 할 수 없으며 최대
직경은 2.4MM를 초과하지 못한다.
- 필렛 용접 각장은 용접 전체 길이의 10% 범위내에서 1.6MM보다 적은 것은 허용된다
- 모든 강에 있어서 용접 부위의 육안검사는 용접을 완료해서 상온 +50℃까지 냉각된
후에는 바로 행할 수 있다. 단, ASTM A514 및 A517강의 육안 검사는 용접 완료후 18
시간 후에 행해야 한다.
- 기타 비파괴 또는 파괴 시험을 행했을 시 합격 기준치에서 벗어낫다고 확정되는 결함
등이 발견될 시에는 판정자의 기준에 의해 불합격으로 처리할 수 있다.
- 상기 기준에서 정하지 않는 것과 더 엄격한 코드 혹은 공사 SPEC.이 적용될 시에는
해당 코드와 SPEC.에 따른다.
마) 적용 TEST 및 기록
용접사 검정 시험중 용접 및 육안검사를 행하고 난 후 합격한 시편에 대해서는 규정된 CODE 또는
RULE에 따라 비파괴 또는 파괴시험을 행하여 용접중에 용착금속이나 열영향부 등의 금속내부에
결함 등이 잔존해 있는지의 여부를 판정 하여야만 한다. 이러한 시험들의 종류, 규정 등은
각 CODE 또는 RULE 마다 다소의 차이는 있으나, 대체적으로 비슷한 범위내에 속하며
ASME CODE를 보면 아래와 같다.
(1) 기계적 시험
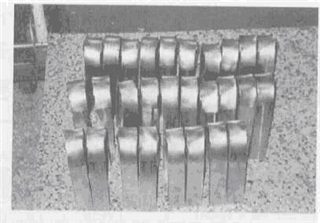
ㅇ시편 (표5, 그림4 & 5 )
ㅇ파괴시험 허용 기준
- 파면상에 균열 또는 루트 용융부족 불허
- 파면상에 혼입이나 기공 합산길이가 9.5MM 또는 4 등분 단면의100%를 초과해서는
안된다.
(2) RT (RADIOGRAPHIC TEST)
시험편의 방사선 투과시험으로 용접사 자격 검정을 수행할 경우 용접길이는
최소 150MM 이상이어야 하며,
관 용접의 경우에는 전 원주를 포함해야 하고 소구경 관에서는 용접길이가 150MM이상 되도록
여러 개의 시험편을 용접 하여야 하나, 4개를 초과할 필요는 없다. 방사선 투과시험은
ASME SECT. Ⅴ, ATRTICLE 2에 따라 실시하여야 한다.
(3) 매크로 시험 (MACRO TEST)
검정시편은 각 시험편 절단면을 연삭하여 용접금속과 열영향부가 쉽게 구분되도록
에칭하여야 한다.
매크로 시험의 허용 기준은 다음과 같다.
- 용접금속과 열영향부가 완전 용융되고 균열이 없어야 함
- 용접각장의 차이가 1/8인치를 초과해서는 안된다
- 루트에서 1/32인치 이하의 선형지시는 허용된다
- 1/16인치를 초과하는 용접부 켄케비티(CONCAVITY) 또는 컨베시티(CONVEXITY)는 허
용되지 않는다.
표5) 기계적 시험 종류 및 방법
가) 시편의 종류 (홈용접 횡방향 굽힘)
|
시험편의 용접 두께 t (mm) |
검정용접 두께 |
굽힘시험 수량 | ||
|
최대 |
side |
face |
root | |
|
t ≤9.5 |
2t |
(2) |
1 |
1 |
|
9.5<t<19 |
2t |
(2) |
1 |
1 |
|
t≥19 |
상한 없음 |
2 |
* |
* |
주! 1) 세명 이상이 결합할 때는 반드시 19mm 이상을 사용
2) 9.5mm 시험편의 경우 face 1개, root 1개를 side 2개로 대치 가능
3) face 1개, root 1개를 side 2개로 대치가능
나) 홈용접 종방향 굽힘
|
시험편의 용접 두께 t (mm) |
검정용접 두께 |
굽힘시험 수량 | |
|
최대 |
face |
root | |
|
t ≤ 9.5 |
2t |
1 |
1 |
|
T ≥ 19 |
2t |
1 |
1 |
주! 1) 세명 이상이 결합할 때는 반드시 19mm 이상을 사용
2) 9.5mm 시험편의 경우 face 1개, root 1개를 side 2개로 대치 가능
다). 필렛용접 Tee
|
시험편의 용접 두께 t (mm) |
검정용접 두께 |
굽힘시험 수량 | |
|
최대 |
Macro |
Root | |
|
4.8≤ t ≥9.5 |
외경 73mm이상인 모든 |
1 |
1 |
  |
|
|
이러한 모든 과정을 거친 후 비로소 합격된 용접사에 대해서 첨부-3 와 같은
“용접사 검정 기록 카드”
(RWQT : RECORD OF WELDER OR WELDING OPERATOR QUALIFICATION TESTS)를
작성하여 합격된 TEST REPORTS와 함께 보관 유지하여야 하며
RWQT양식은 각 CODE 또는 RULE마다 다르게 규정하고 있으나 특별히 별도 양식을
요구하지 않는다면 ASME SECT.Ⅸ을 비롯한 모든 CODE 또는 RULE에 대해서는
첨부의 양식을 사용하는 것이 좋다.
바) 관리 및 유지
자격에 합격한 용접사는 RWQT에 TEST 조건과 자격범위, 시험결과 등을 기록한 후 책임자의
서명을 한 후라야 비로소 그 권한이 인정되며, 실용접에 임할 수 있다.
한번 자격이 갖추어진 후 연장기간 및 방법은 CODE 또는 RULE마다 다소 차이가 있으며,
표6) 와 같다. ASME 또는 AWS CODE와 같이 용접을 행하면 자격이 연장될 수 있도록 하는
방법중에는 용접사가 매일분의 용가재를 불출하는 근거로 용접을 인정하는 방법과
그날의 작업일보에 의한 용접 조장급 이상의 기록 서명으로 실용접 근거를 갖추는
방법의 2가지로 구분될 수 있으나 용가재 불출 기록 및 효과적인 자재관리도 겸할 수 있으므로
전자의 방법을 많이 사용하고 있다. 이렇게 하여 자격이 인정되는 용접사에 대해,
용접사 본인 뿐만 아니라 감독자 및 검사자 등도 쉽게 그 현황을 파악하여 자격이 만료되어
재 검정을 치르는경우가 없게끔 하기 위해
첨부-1 와 같은 ‘유자격 용접사표”
(TCW : TABLE FO CERTIFIED WELDER OR WELDING OPERATOR)를
매월 단위로 작성하여 배포,관리 및 유지한다. 용접사 자격 검정은 그 용접사가 적용되는 공장마다
독자적으로 실시되어 보유, 관리 및 유지 되어야 하며,
자격이 인정된 각 용접사에 대해서는 각인 또는 번호가 주어지고 실 용접후 각 용접된 이음부
또는 트레블라상에 표기하여 용접 기록을 유지하여야 한다. 용접은 금속과 금속을 용융하여
접합하는 하나의 방법으로써 크게 4가지로 사람, 장치, 자재 및 절차서로 구분하는데 ,
이중 사람 즉 용접사 기량의정도가 제품의 품질을 좌우하는데 큰 비중을 차지하고 있는 바,
적정 용접사의 자격 검정, 관리, 유지 등은 휼륭한 용접 제관물을 만들어 내는데 있어서 가장
중요한 인자들 중의 하나라고 본다.
표6) 각 CODE별 용접사 자격 유효기간
|
구 분 |
내 용 | |
|
ASME |
최종 작업일로부터6개월 | |
|
AWS |
최종 작업일로부터6개월 | |
|
IBAQ, RCCM, AFNOR |
최종 작업일로부터6개월 | |
|
DIN |
자격 취득일로부터 12개월, 최종작업일로부터6개월 | |
|
선 급 |
KR |
자격 취득일로부터 36개월 |
|
NK |
자격 취득일로부터 36개월 | |
|
BV |
자격 취득일로부터 12개월 | |
|
GL |
자격 취득일로부터 24개월, 최종작업일로부터6개월 | |
|
DNV |
자격 취득일로부터 12개월마다 자격갱신, 최종작업일로부터6개월 | |
|
ABS |
퇴사전 까지 자격 유효 | |
첨부-1 ) 유자격 용접사표(TCW) 해설
목적 : 유자격 용접사표에는 Qualification 내용만을 기록하고 있어, 실제 용접작업시
용접반장, 또는 검사원이 유자격 용접사표를 보고 쉽게 작업 범위를 알수 있도록
상세하게 설명하기 위함
(적용코드 : ASME Section IX )
|
용접사 ID (ID No) |
| ||
|
이름 (NAME) |
| ||
|
사번 (CLOCK NO) |
| ||
|
등급 (CLASS) |
| ||
|
검정일자(QUALIFIED DATE) |
1.TCW해설 검정일자 참조 | ||
|
자격코드 (CODE) |
2. TCW해설 자격코드 참조 | ||
|
용접방법(PROCESS) |
3 TCW해설 용접방법 참조 | ||
|
F-No |
4 TCW해설 용가재 분류 참조 | ||
|
P-No |
5 TCW해설 모재 참조 | ||
|
자세 (POSITION) |
6 TCW해설 용접자세 참조 | ||
|
적 용 (APPLICATION) |
두께 Thic. |
최소 |
7 TCW해설 두께 참조 |
|
최대 |
| ||
|
직경 DIAMET. |
최소 |
8 TCW해설 직경 참조 | |
|
최대 |
| ||
|
백킹 (BACKING) |
9 TCW해설 백킹 참조 | ||
|
전류 (CURRENT) |
10 TCW해설 전류형태 참조 | ||
|
전달형태 |
11 TCW해설 전달형태 참조 | ||
|
최종작업 일자 (LAST WORKING DATE) |
| ||
|
자격 완료일 ( |
12 TCW해설 자격유효기간 참조 | ||
|
입회 (WITNESS) |
| ||
|
비고 (REMARK) |
| ||
1. 검정 일자 : 자격이 인정된 날짜 (RWQT CERTIFIED SIGN DATE)
2. 자격 코드 : 자격을 취득할 때 적용된 규정 (코드), 실 제작품의 적용코드와 일치
되어야 함
3. 용접 방법 : 자격을 취득한 용접 방법, 취득한 용접 방법으로만 용접가능.
아래 각 항의 용접 방법과 일치하지 않는 용접 방법으로는 작업이 불가함.
1) FCAW (수동아크용접)
2) SMAC (수동아크크래딩)
3) FCAC & GMAW (플럭스코아아크용접 & 가스금속아크용접
4) GMAC (가스금속아크크래딩)
5) FCAC (플럭스 코아 아크 크래딩)
6) GTAW (가스텅스텐아크용접)
7) GTAC (가스텅스텐아크크래딩)
8) GTAA (가스텅스텐아크자동)
9) SAW ( 서브 머어지드 아크용접)
10) SAC (서브 머어지드크래딩)
11) STUD (스터드 용접)
4. 모재분류 (P_No) : 적용 가능한 모재 범위는 다음과 같다 (QW_423)
|
검정된 P-No |
적용 가능한 P-No |
|
P-No 1,3~11,34, 42~47중 하나
|
P-No 1,3~11,34, 42~47 위의 소재와 화학조성이 비슷한 비등재 소재 |
|
P-No21~25중 하나 |
P-No21~25 |
|
P-No 5x or P-No6x |
P-No 5x ,6x |
5.용가재분류(F-NO): 검정시 사용된 용접 자재별 실작업에 적용범위는 다음과 같다.
(QW-433)
|
검정된 F-No |
적용 가능한 F-No |
|
F-No 6 |
F-No 6 |
|
F-No21~25중 하나 |
F-No21~25 |
|
F-No 31 |
F-No 31 |
|
F-No 32 |
F-No 32 |
|
F-No 33 |
F-No 33 |
|
F-No 35 |
F-No 35 |
|
F-No 36 |
F-No 36 |
|
F-No 37 |
F-No 37 |
|
F-No 34,41~45중 하나 |
F-No 34,41~45 |
|
F-No 51~54중 하나 |
F-No 51~54 |
|
F-No 61 |
F-No 61 |
|
F-No 71 |
F-No 71 |
|
F-No 72 |
F-No 72 |
7. 두께 : 적용 두께 범위는 다음과 같다.(QW-452)
|
개선형상 |
검정된 두께 (mm) |
적용되는 직경(OD mm) | |
|
최소 |
최대 | ||
|
Groove |
Up to 9.5 9.5 to 19.05 19.05 Over |
제한없음 제한없음 제한없음 |
2t 2t 제한없음 |
8. 직경 : 적용 직경 범위는 다음과 같다.(QW-452.3)
|
검정된 직경(O.D mm) |
적용되는 직경(OD mm) | ||
|
최소 |
최대 | ||
|
PIPE |
25.4미만 25.4이상 73미만 73이상 |
검정된 직경 25.4 73 |
제한없음 제한없음 제한없음 |
|
PLATE |
1G,2G |
73 |
제한없음 |
|
3G,4G |
610 |
제한없음 | |
9. 백킹(QW-402)
|
검정된 Joint |
적용가능한 Joint |
|
Backing & 양면용접 |
Backing & 양면용접 |
|
Backing 없는 용접 |
Backing 유무관계 없음 |
10. 전류형태 : GTAW 용접시 전류형태 및 극성이 바뀔때면 작업이 불가함(QW-409)
11. 전달형태 (T/M) (QW-409)
|
검정된 전달 형태 |
적용가능한 전달형태 |
|
Spray,Globular, Pulsating arc |
Spray,Globular, Pulsating arc |
|
Short Circuiting |
Short Circuiting |
12. 자격 유효기간 (QW-322)
최종 작업일로부터6개월 유효
- 끝 -
'Plant Engineering etc' 카테고리의 다른 글
| [스크랩] 합성수지 (플라스틱) SUMMARY (0) | 2012.08.12 |
|---|---|
| [스크랩] 품질관련 필수용어 9항목 해설 (0) | 2012.08.12 |
| [스크랩] PIPE & TUBE 알아 보기 (0) | 2012.08.12 |
| [스크랩] 배관설계의 정의 (0) | 2012.08.12 |
| [스크랩] 배관설계 (Piping System Design) (0) | 2012.08.12 |